激光能切割亚克力材料吗?
发布时间:2025-10-29作者:咔咻激光分类:行业动态

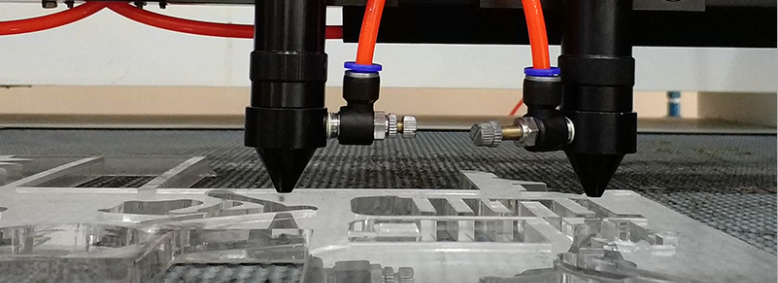
激光切割亚克力
亚克力是各种项目的流行材料,从标牌到珠宝制作。但它能用激光精细切割吗?这个问题经常出现在DIY爱好者和生产厂家中。让我们探讨一下这个话题,并提供一个全面的答案。
是的,你可以激光切割亚克力。它提供干净的切割和光滑的边缘,使其成为精细项目的理想选择。使用正确的机器和设置,您可以获得专业品质的效果。
激光切割亚克力可以很简单,但了解材料、机器和技术的细节将确保成功。请继续阅读,我将回答有关激光切割亚克力的常见问题。
有机玻璃是亚克力吗?我可以使用激光切割有机玻璃吗?
有机玻璃和亚克力基本上是相同的材料,通常可以互换使用。两者都指一种透明、耐用的塑料,称为聚甲基亚克力甲酯(PMMA)。这种材料因其多用途性和易用性而广为人知。
是的,有机玻璃是亚克力,可以使用激光切割。然而,切割的质量取决于亚克力是采用浇铸还是挤压工艺。
浇铸亚克力VS挤压亚克力
了解亚克力的类型在激光切割时至关重要:
浇铸亚克力:激光切割和雕刻的理想选择。它可以产生干净的边缘和雕刻,非常适合高质量的项目。
挤压亚克力:虽然更便宜,但在切割过程中更容易熔化,并可能导致边缘不平整。它不太适合复杂的设计。
在规划激光切割项目时,始终选择浇铸亚克力以获得良好效果。它可确保切割干净、边缘光滑,并将降低熔边问题。
适合切割亚克力的是哪一款激光切割机?
选择合适的激光切割亚克力对于实现精细、干净的切割和光滑的边缘至关重要。激光类型、功率和规格在切割过程中都起着重要作用。
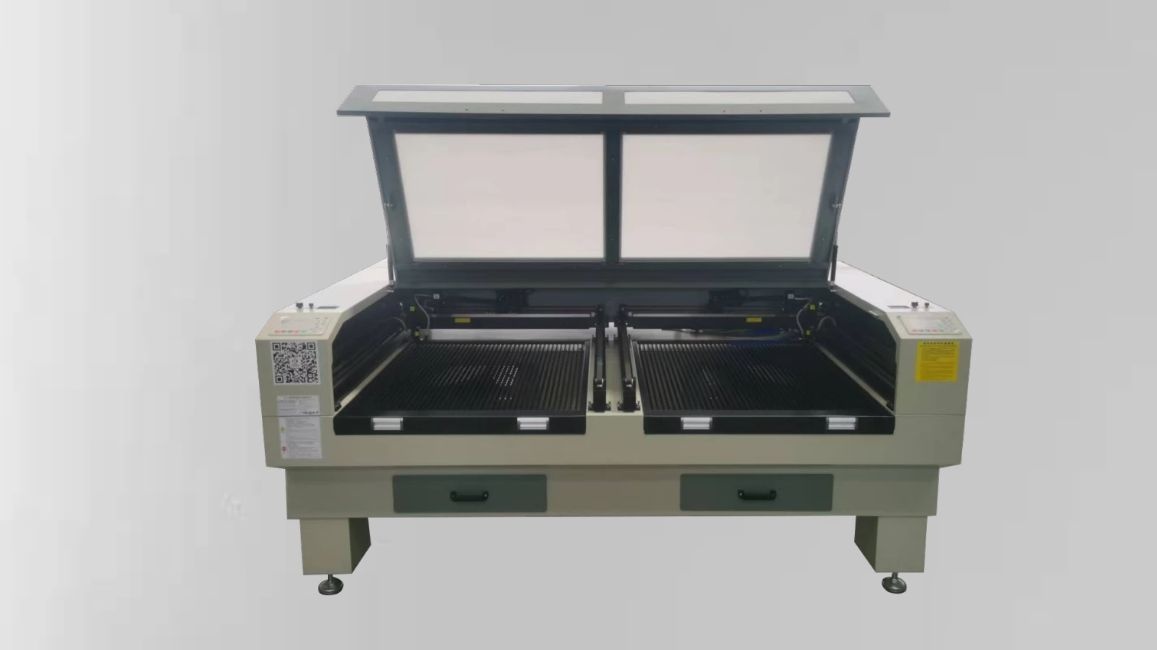
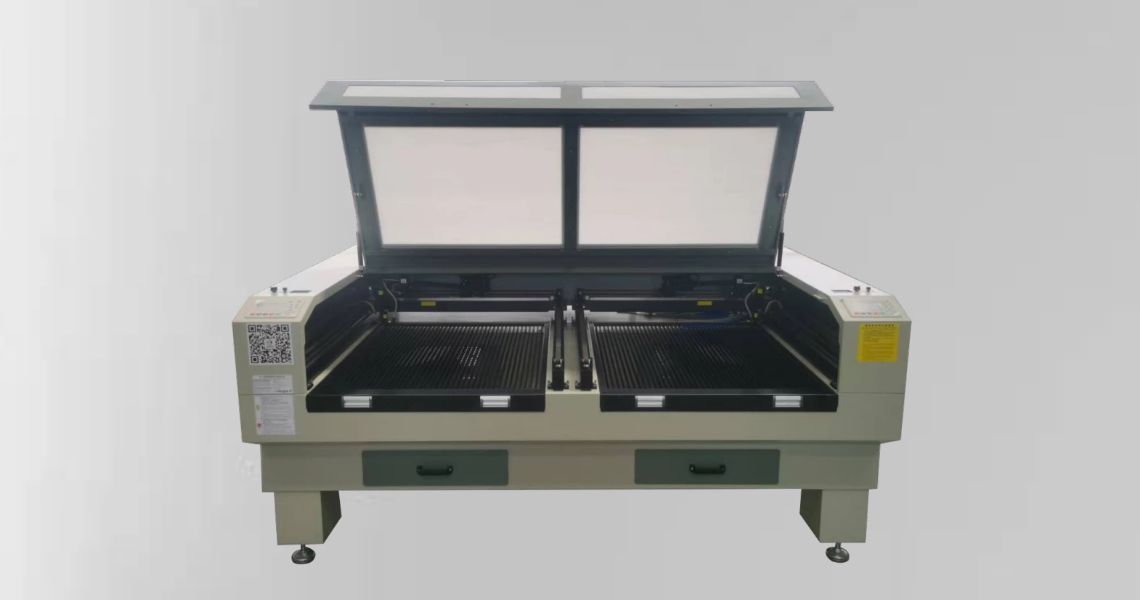
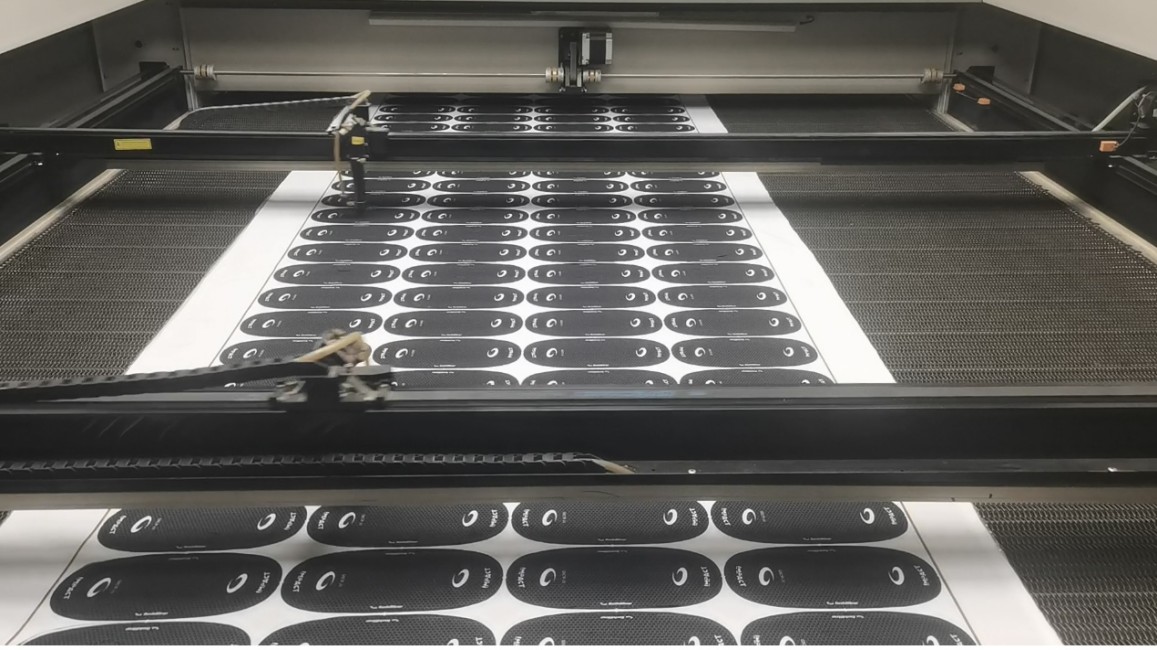
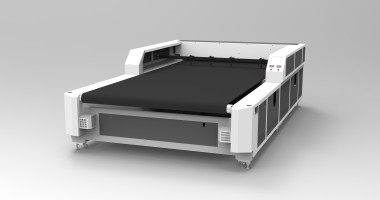
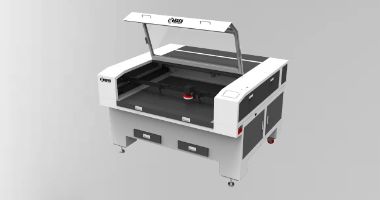
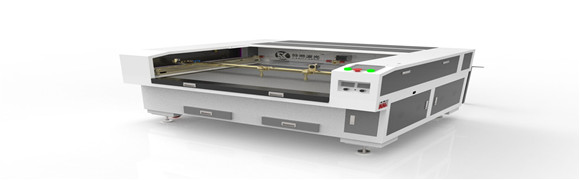
CO2激光切割机因其高精度、多用途性和处理各种厚度的能力而适合切割亚克力。工业级CO2激光切割机对于更快地加工和切割更厚的材料特别合适。

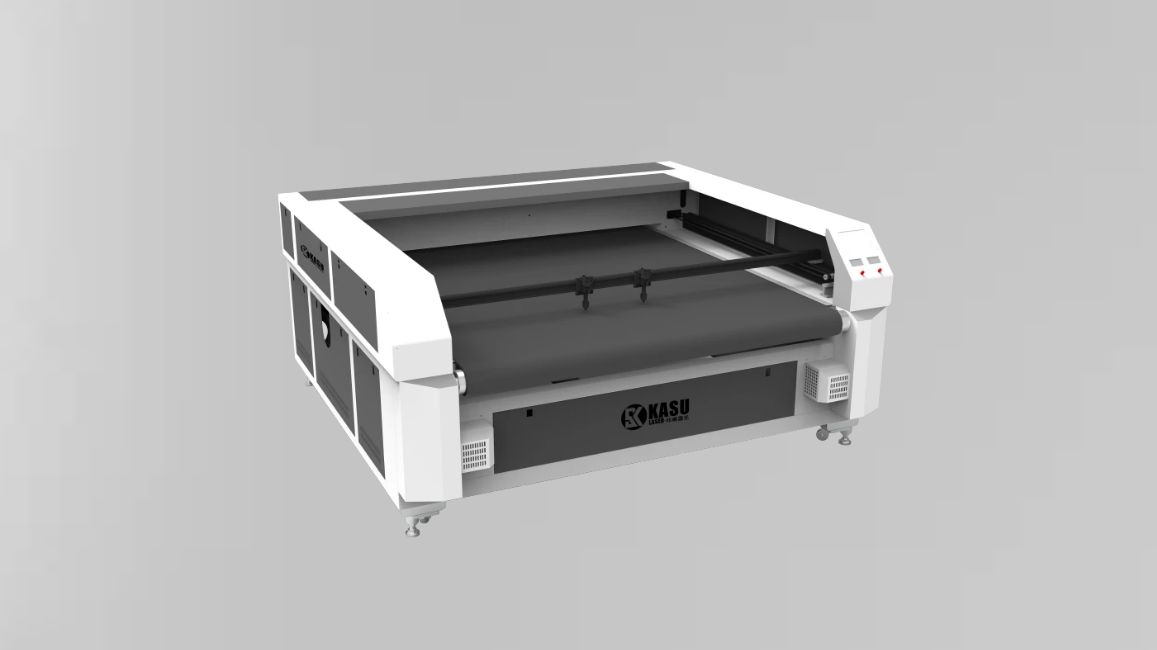
亚克力激光切割机
为什么CO2激光切割机是切割亚克力的理想选择?
CO2激光切割机的工作波长为10.6µm,对切割和雕刻亚克力非常合适。它们提供出色的热控制,确保边缘光滑,降低材料损坏的风险。
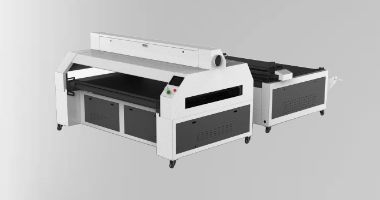
工业级CO2激光切割机的优势
对于大规模或高精度应用,工业级CO2激光切割机具有显著优势:
高功率输出:功率水平从100W到500W或更高的机器可以在一次加工中切割厚度达25mm的亚克力。
更快的切割速度:工业级系统针对速度进行了优化,实现快速切割,这对大规模生产至关重要。
较大的工作区域:许多工业机器具有较大的工作平台,从1300×900mm到1300×2500mm不等,适合加工大幅面的亚克力板。
先进的冷却系统:这些机器通常包括内置的水冷系统,即使在长时间运行期间也能确保一致的性能。
精度和自动化:配备先进的运动系统和自动化设置,工业激光切割机保持严格的公差,减少手动调整的需要。

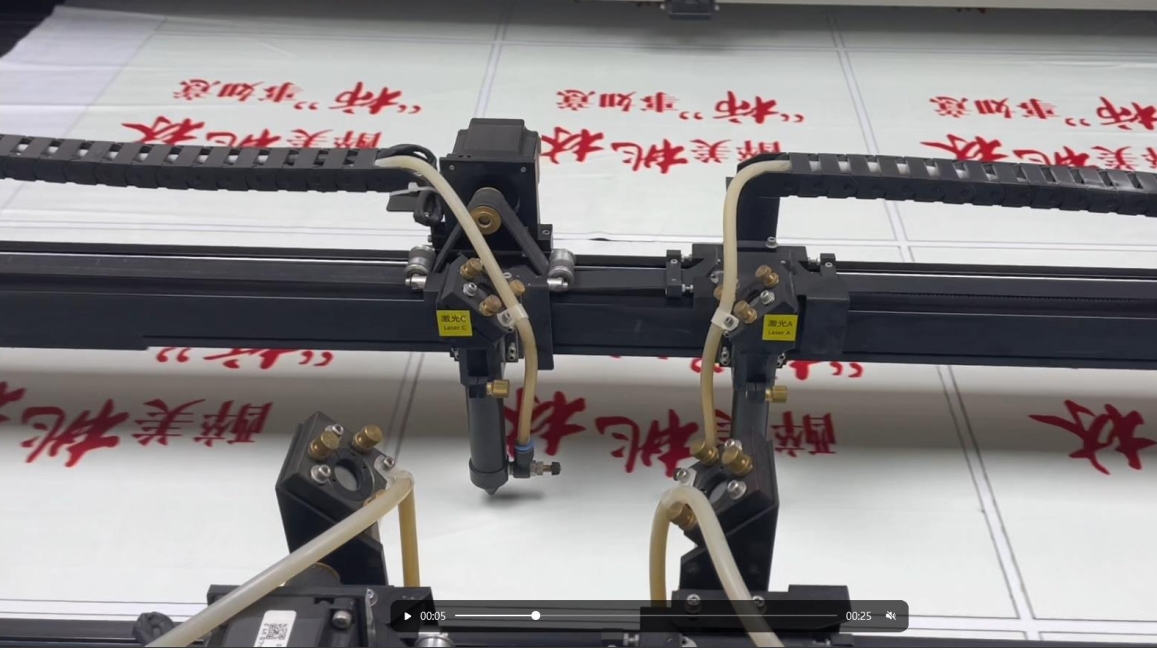
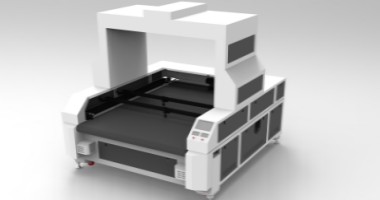
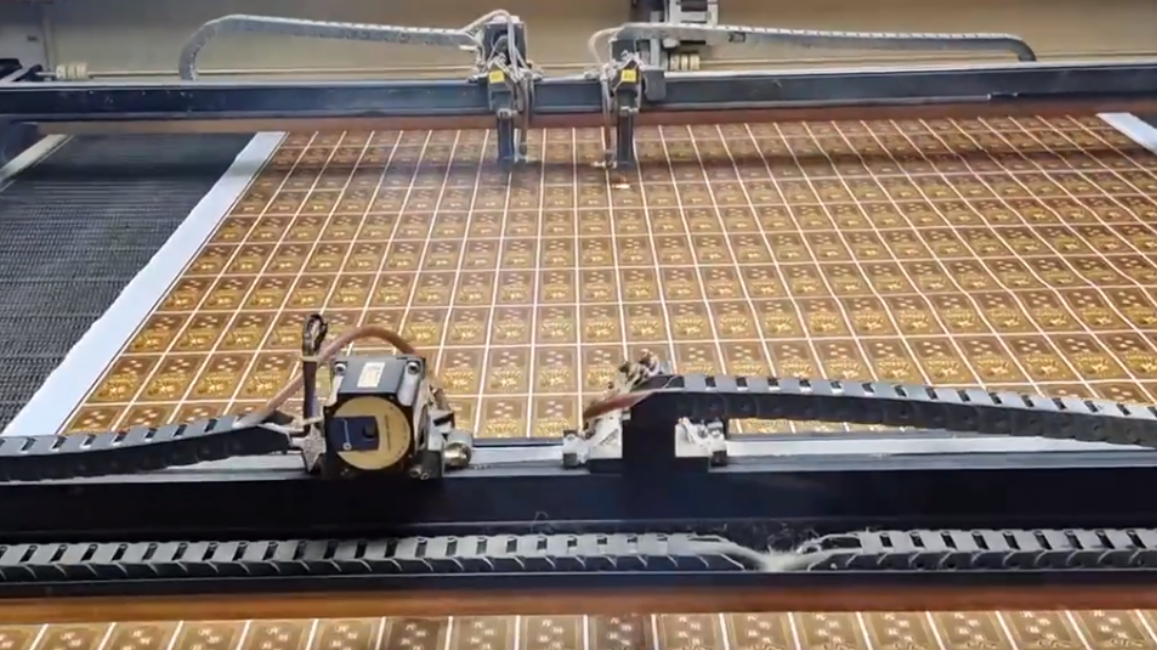
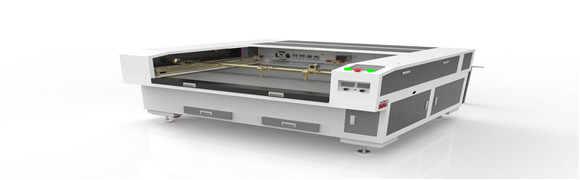
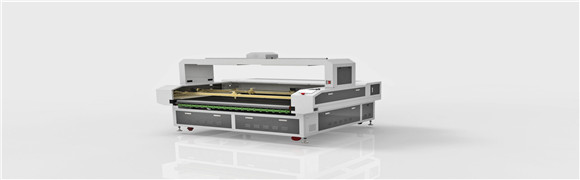
四头亚克力激光切割机
传动系统:皮带传动、齿条和滚珠丝杠
激光切割机中的传输系统会影响其速度、精度和对特定客户需求的适用性。让我们比较一下三种最常见的系统:
1.皮带传动
特点:灵活轻便;通常用于入门级和中档CO2激光切割机。
优点:运动速度快,价格实惠,易于维护。
局限性:与齿条或滚珠丝杠系统相比,精度较低。
适用于:专注于以更高速度雕刻或切割薄亚克力(高达10毫米)的客户,如小型企业或创意产业。

Y轴皮带运动模块咔咻品质配件
2.齿条传动(齿条和小齿轮)
特点:坚固耐用;用于中高型激光切割机系统。
优点:速度和精度平衡良好,适用于较大床型。能够以一致的准确性处理繁重的工作负载。
局限性:比皮带系统稍贵;需要定期维护以确保对齐。
适用于:中到大规模生产,其中速度、耐用性和切割较厚亚克力(高达20mm)的能力很重要。
-KASU LASER优质备件")
齿条传动(齿条和小齿轮)-咔咻品质配件
3.滚珠丝杠
特点:高精度机械传动系统;通常用于工业级激光切割机。
优点:高精度和稳定性,能够处理非常厚的亚克力(高达25mm)。非常适合需要严格公差的详细项目。
限制:与皮带或齿条系统相比,切割速度较慢。成本和维护要求更高。
理想选择:需要在厚亚克力上进行高精度切割的工业客户,用于要求苛刻的应用,如标牌、汽车或建筑项目。

滚珠丝杠运动模块咔咻品质配件
通过传动系统比较CO2激光切割机
传动系统 | 速度 | 精度 | 切割厚度 | 使用范例 |
皮带传动 | 高速 | 中等 | ≤10MM | 小企业、雕刻、薄亚克力作品 |
齿轮齿条 | 中高速 | 高 | ≤20MM | 大中型生产 |
滚珠丝杆 | 低中速 | 非常高 | ≤25MM | 工业应用、精细项目 |
根据您的需求选择合适的激光切割机
在选择激光切割机时,请根据您的具体要求考虑功率和传输系统。对于业余爱好者和小型企业来说,60-150W的皮带传动激光切割机是一种经济的选择。对于大中型生产,150W-300W的齿条系统平衡了速度和精度。对于需要高精度和切割厚亚克力的工业应用,请选择功率为300W以上的滚珠丝杠系统。
通过将激光切割机的规格和传输系统与您的项目需求相匹配,您可以实现效率生产。
激光切割亚克力产生的烟雾有毒吗?
激光切割时,烟雾管理至关重要。
是的,如果长时间吸入激光切割亚克力的烟雾,可能会有毒。适当的通风或空气过滤是需要的。
如何管理烟雾:
安装排烟机或将机器连接到排气系统。
在通风良好的区域工作。
少量接触亚克力烟雾通常是无害的,但长期吸入会导致呼吸问题。

CO2激光切割机通风系统
激光切割亚克力安全吗?
使用激光切割机时,安全是一个关键问题,特别是在处理加工过程中产生烟雾的亚克力等材料时。适当的预防措施可确保操作员和周围环境的安全。
是的,只要有适当的通风、保护措施和空气过滤系统,激光切割亚克力是安全的。
激光切割亚克力的常见安全措施
通风系统:基本的排气系统对于清理切割区域的烟雾至关重要。大多数激光机都配备了风扇和管道,将烟雾引导到室外。
防护外壳:带有防护罩或外壳的机器有助于控制烟雾,防止碎片逃逸,并保护操作员免受激光束的意外照射。
激光安全护目镜:如果您的机器采用开放式设计,佩戴特定于激光波长的护目镜对于避免眼睛损伤至关重要。
通过空气过滤和室内排放选项提高安全性
虽然标准通风系统足以满足许多设置,但添加空气净化系统可以进一步提高安全性和便利性,特别是对于室外排气不可行的室内操作。
先进的空气过滤系统
现代空气过滤系统包括多级过滤器,旨在捕获烟雾、细颗粒和气味:
HEPA过滤器:捕获激光切割过程中产生的小颗粒和灰尘。
活性炭过滤器:吸收有害烟雾和气味,特别是亚克力等材料。
预过滤器:捕获较大的颗粒物,延长HEPA和碳过滤器的使用寿命。
这些系统可以将空气净化到室内再循环的安全水平,从而解决了对室外排气的需求。
比较:标准通风与空气净化系统
特性 | 标准通风 | 空气净化系统 |
排烟 | 将烟雾排放到室外 | 过滤并再循环室内空气 |
气味控制 | 有限 | 与活性炭配合使用效果极佳 |
安装要求 | 需要进入室外通风口 | 紧凑型,无需室外通风口 |
成本 | 低 | 初始投资较高 |
使用案例 | 工业或大型车间 | 小型车间或室内空间 |
确保室内操作安全
对于在没有室外排气口的封闭空间工作的企业或业余爱好者来说,安装高质量的空气过滤系统可以使激光切割亚克力安全无味。它还符合限制直接室外排气的地区的环境法规。
消防安全注意事项
亚克力是易燃的,因此遵循这些额外的预防措施非常重要:
空气辅助系统:将气流引导到切割区域,以减少热量并防止燃烧。
定期维护:保持切割床清洁,无亚克力碎屑,切割过程中可能会点燃。
灭火器:附近始终有一个适用于电气和化学火灾的灭火器。
通过结合适当的通风、防护措施和空气过滤技术,您可以确保激光切割亚克力不仅安全,而且适用于室内环境。

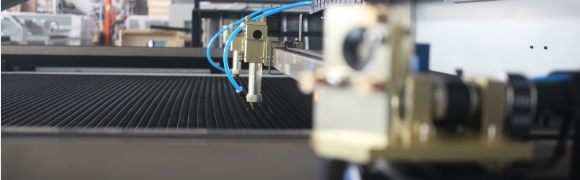
风冷激光切割头
使用什么设置来激光切割亚克力?
在亚克力上实现精细和干净的切割需要正确的激光设置。这些设置取决于亚克力的厚度、激光机的类型和所需的结果。使用正确的功率、速度和频率组合可确保边缘光滑,无烧焦或熔化。
激光切割亚克力的理想设置包括中等功率(60-80%)、较慢的速度(10-20mm/s)和低频以减少热量积聚。始终根据亚克力的厚度调整这些参数。
激光切割亚克力需要配置多少W激光管?
激光的功率决定了它切割亚克力的效率。更大的功率可以更快地切割更厚的材料,但重要的是要使功率与项目需求相匹配。
推荐激光功率:
40-60W:适用于雕刻和切割薄亚克力(高达5mm)。
60-100W:非常适合切割中等厚度的亚克力(5-10mm)。
100W+:切割较厚的亚克力(10-25mm)所需。

四头CO2激光切割机密封玻璃管
为什么激光功率很重要:
更高的瓦数切割速度更快:减少了更厚板材所需的时间。
低瓦数更适合雕刻:防止过度材料切割或烧焦。
一致性:即使在具有挑战性的切割中,强大的激光也能确保边缘清洁。
如有疑问,请选择功率略高于当前需求的激光切割机,以便在未来的项目中具有灵活性。
激光切割亚克力的厚度是多少?
激光切割机可以处理的最大亚克力厚度取决于其功率、切割速度和镜片配置。以下是一个通用的指导原则:
亚克力厚度 | 推荐激光功率 | 适合切割速度 |
1-3mm | 40-60W | 15-20mm/s |
4-6mm | 60-100W | 10-15mm/s |
7-10mm | 100-150W | 8-12mm/s |
10-25mm | 150W+ | 5-10mm/s |

15CM亚克力Co2激光切割样品
厚亚克力使用高焦距镜片
对于切割厚度超过10mm的亚克力,强烈建议使用高焦距镜片(较长焦距)。这些镜片通过提供以下功能来提高切割性能:
垂直切割边缘:较长的焦距可确保激光束保持笔直,尽可能地减少切割边缘的锥度。
更深的穿透力:集中的能量可以很好地切割较厚的材料。
更好的热管理:降低切割区过热的风险。
高焦距镜片特别适用于工业级项目,在这些项目中,精度和清洁的垂直边缘至关重要。
切割厚亚克力的技巧:
使用多次通过:对于非常厚的板材,考虑多次低功率通过,以避免过度积聚热量。
空气辅助:有助于冷却材料并清理碎屑,使切割更平滑。
焦点调整:确保激光精细聚焦在材料表面。

亚克力激光切割机
调整激光设置以实现清晰切割
一旦你知道你的激光功率和材料厚度,微调设置至关重要。以下是如何调整关键参数:
1.电源
更高的功率可确保更深入的切割,但会产生更多的热量。
从60-80%开始,只有当激光没有穿透材料时才增加。
2.速度
较慢的速度会使激光有更多的时间穿透亚克力,从而产生更清晰的切割。
对于大多数切割应用,使用10-20mm/s的速度。
3.频率(PPI或Hz)
较低的频率可以减少热量积聚,并尽可能地减少熔化。
标准亚克力切割设置在400-500Hz之间。
不同亚克力厚度的示例设置
为激光切割亚克力选择正确的设置可确保切割干净,并延长激光设备的使用寿命。避免以全功率连续运行激光管非常重要,因为这会显著缩短其寿命。一般规则是将功率设置保持在激光管最大容量的80%以下。
厚度 | 功率(最大值的百分比) | 速度(MM/S) | 频率(HZ) | 空气辅助 | 镜片类型 |
3MM亚克力 | 50-60% | 20 | 500 | 开启 | 标准焦距 |
6MM亚克力 | 60-70% | 15 | 400 | 开启 | 标准焦距 |
10MM亚克力 | 70-80% | 10 | 400 | 开启 | 高焦距镜片 |
20MM亚克力 | 75-80% | 8 | 300-400 | 开启 | 高焦距镜片 |
关键注意事项:
功率水平:避免超过激光管最大功率的80%。例如,如果你有一台100W的激光切割机,将功率设置为不超过80W,以保持灯管的寿命。
速度:较慢的速度使激光有更多时间穿透较厚的亚克力,从而形成更清晰的切割。
频率:调整频率有助于控制热量积聚。对于较厚的亚克力,较低的频率(300-400Hz)是理想的。
空气辅助:始终保持空气辅助,以吹走碎屑并冷却材料,减少烧焦痕迹。
透镜类型:对于较厚的亚克力(10mm或更厚),使用高焦距透镜,以保持垂直切割边缘,避免锥形结果。
通过平衡功率设置与适当的速度和频率,您可以优化切割性能,同时延长激光设备的寿命。
测试和校准
在开始最终项目之前,在一块废弃的亚克力上测试设置:
执行测试切割:改变功率、速度和频率以找到合适组合。
检查边缘质量:寻找光滑、清晰、无焦边或熔化的边缘。
优化焦距:使用高焦距镜片拍摄较厚的材料,以实现垂直、抛光的边缘。
通过使用正确的设置和设备,包括用于厚亚克力的高焦距镜片,您可以获得专业品质的结果,即使是最复杂的项目也能满足要求。
为什么我的激光不能切割亚克力?
当您的激光难以切割亚克力时,排除故障可能会令人沮丧且耗时。出现此问题的原因有很多,从机械问题到设置不正确。确定根本原因将帮助您恢复切割性能。
常见的原因包括光学元件错位、透镜损坏、激光管过期、设置不当或材料不匹配。这些因素中的每一个都会阻止激光顺利地切割亚克力。

光路调整
常见原因和解决方案
1.激光路径未对准
问题:激光束未与反射镜和聚焦镜片正确对齐,导致其在到达材料之前失去功率。
解决方案:执行激光对准检查。调整反射镜,确保光束直线传播并照射到聚焦镜片。
2.光学元件损坏或脏污
问题:有裂纹的聚焦镜片或脏镜片会降低激光束的效率。
解决方案:检查调焦透镜片和所有镜片。用合适的材料清洁它们,如果损坏,请更换。
3.激光管过期
问题:CO2激光管的寿命很长,通常低功率(如60W管)持续1500-3000小时,高功率(如150W)持续6000-8000小时。磨损的管子产生的功率较小,导致切割问题。
解决方案:使用功率计测试激光切割机的输出功率。如果输出明显低于管子的额定容量,请更换管子。
4.参数设置不正确
问题:功率、速度或频率设置未针对材料厚度进行优化。
解决方案:调整设置以匹配材质:
将功率提高到激光管容量的80%。
降低较厚材料的切割速度。
调整频率(Hz)以防止熔化或切割不完整。
5.材料太厚或镜片不匹配
问题:亚克力板太厚,无法承受激光的功率,或者聚焦镜片不适合厚材料。
解决方案:
检查亚克力厚度,确保您的激光功率符合要求(例如,对于10mm或更厚的亚克力,100W+)。
使用高焦距镜片,以便更好地穿透。
6.切割速度过高
问题:如果激光移动得太快,它就没有足够的时间穿透材料。
解决方案:降低切割速度,让激光有足够的时间切割亚克力。
通过系统地检查每个潜在原因并应用适当的解决方案,您可以快速确定激光没有切割亚克力的原因,并确保未来项目的顺利运行。
激光切割亚克力时如何防止烧焦?
亚克力树脂在激光切割时以其干净和光滑的边缘而闻名,这要归功于基于热的切割工艺,该工艺会熔化材料而不是机械切割。然而,如果亚克力树脂含有杂质,可能会导致边缘变黄或烧焦。防止这些缺陷需要正确的材料、设置和技术。
为了避免烧焦痕迹,请使用高质量的亚克力树脂,优化激光设置,并采取遮挡或空气辅助等保护措施。

干净光滑的亚克力切边
防止烧焦痕迹的关键因素
1.使用品质亚克力
问题:低质量亚克力可能含有杂质或添加剂,在受热时会变色。
解决方案:始终使用信誉良好的供应商提供的纯浇铸亚克力。浇铸亚克力熔融干净,边缘抛光,不泛黄。
2.优化激光设置
问题:不正确的电源、速度或焦距设置会导致过热,从而导致烧焦。
解决方案:
功率:保持功率低于激光管最大容量的80%,以保持对热量的控制。
速度:使用适中到较慢的速度,以实现精细切割,而不会产生过多热量。
聚焦:确保激光全部聚焦在材料表面。
3.贴胶带
问题:亚克力树脂的表面在切割过程中可能会变色或产生残留物。
解决方案:在亚克力树脂的两侧贴上保护性遮挡胶带。这可以防止直接接触热量并吸收残留物。切割后撕下胶带,以获得干净的表面。
4.使用空气辅助
问题:热量和碎屑会积聚在切削刃上,造成焦边或变色。
解决方案:使用激光切割机的空气辅助功能在切割过程中吹走热量和碎屑。这可以保持边缘凉爽,防止残留物沉淀。
干净切割的其他提示
保持光学清洁:定期清洁激光切割机镜片,以确保切割效率和减少热变形。
废料测试:在切割最后一块之前,在亚克力废料上测试您的设置,以识别任何潜在的问题。
选择合适的材料厚度:确保亚克力厚度与激光切割机的功率能力相匹配,以避免切割不完整或过度暴露在高温下。
烧焦故障排除表
问题 | 原因 | 解决方案 |
边缘发黄 | 亚克力中的杂质 | 切换到高质量的浇筑亚克力 |
边缘粗糙或烧焦 | 过热或聚焦点不正确 | 调整功率、速度和聚焦设置 |
表面残留物 | 缺乏遮挡或空气辅助 | 使用遮挡胶带并启用空气辅助 |
通过使用纯浇铸亚克力,优化激光设置,并采用遮挡和空气辅助等保护措施,您可以防止烧焦痕迹,并获得专业质量的结果。这些步骤确保您的项目具有干净、抛光的边缘,使激光切割亚克力树脂如此吸引人。
激光切割时,我会把纸留在亚克力上吗?
亚克力板通常带有保护纸涂层。
是的,保留纸张有助于保护表面免受烧焦和划痕。
处理保护纸的提示:
确保激光设置考虑了额外的层。
切割后取下纸张,以获得干净的表面。
如果纸张损坏,请用遮挡胶带更换,以获得相同的保护效果。
激光切割亚克力的缺点是什么?
激光切割是一种精细的亚克力加工方法,但它确实存在一些局限性。虽然它产生干净的边缘和复杂的设计,但根据材料厚度、成本和操作要求,会出现某些挑战。
激光切割亚克力的缺点包括切割非常厚的板材的局限性、有毒烟雾的可能性、高昂的设备成本以及需要适当的通风和维护。
激光切割亚克力的主要缺点
1.厚亚克力的局限性
问题:厚度超过25mm的亚克力板很难用激光切割干净。
原因:激光能量在较厚的材料上扩散,导致切割不均匀、热量积聚过多和加工时间延长。
解决方案:对于厚度超过25mm的亚克力板材,建议使用替代切割方法,如数控刨床或锯,这可以为更高厚度提供更好的效果。
2.有毒烟雾
问题:切割亚克力会产生烟雾,如果吸入,可能会有害,特别是在通风不良的环境中。
原因:亚克力在切割过程中会释放挥发性有机化合物(VOC)和气味,这可能会对健康构成风险。
解决方案:安装高质量的通风系统或空气过滤装置,以管理烟雾。活性炭过滤器对于吸收气味特别有用。
3.初始成本高
问题:激光切割机,特别是工业级型号,需要大量的前期投资。
原因:用于切割厚亚克力或处理大型项目的功率更高、床尺寸更大的CO2激光切割机可能很昂贵。
解决方案:考虑长期效益,如精度和降低的劳动力成本,以证明投资的合理性。对于较小规模的操作,功率较低的机器可能就足够了。
4.维护要求
问题:激光切割机需要定期清洁和维护,以保持一致的性能。
原因:灰尘、亚克力残留物以及镜片等部件的磨损会降低切割效率。
解决方案:定期清洁和检查您的机器,更换磨损的零件,以确保性能。
5.材料和应用限制
问题:激光切割主要适用于浇铸亚克力板材。
原因:挤出的亚克力树脂切割不那么干净,如果没有专门的设置,复杂的三维切割是具有挑战性的。
解决方案:对于非平面亚克力件或其他材料,探索CNC加工或水射流切割等替代方案。
激光切割仍然是亚克力项目的不错选择,特别是对于厚度达25mm的材料。然而,了解其局限性可以确保您为要求更高的应用程序选择正确的工具和方法。
结论
激光切割亚克力是一种通用且不错的方法,可以创建精细的设计。从选择合适的激光到掌握防止烧焦的技术,了解这些细节可以确保成功。无论你是使用有机玻璃还是标准亚克力,合适的工具和知识都会让一切变得不同。
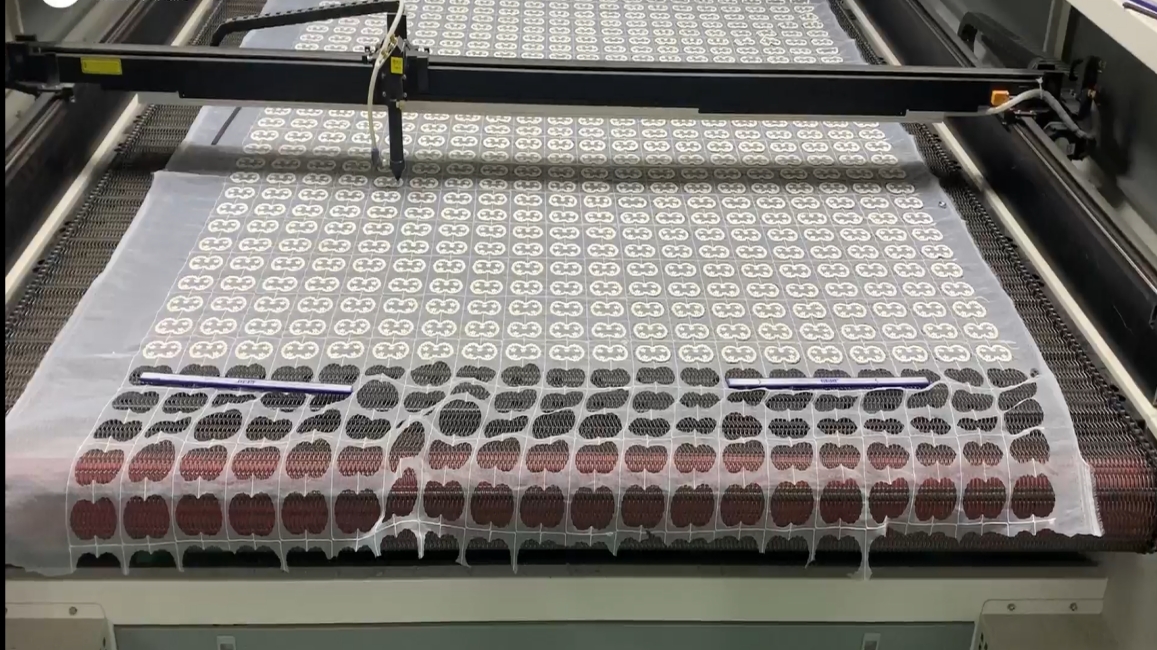
 毛绒玩具行业
毛绒玩具行业























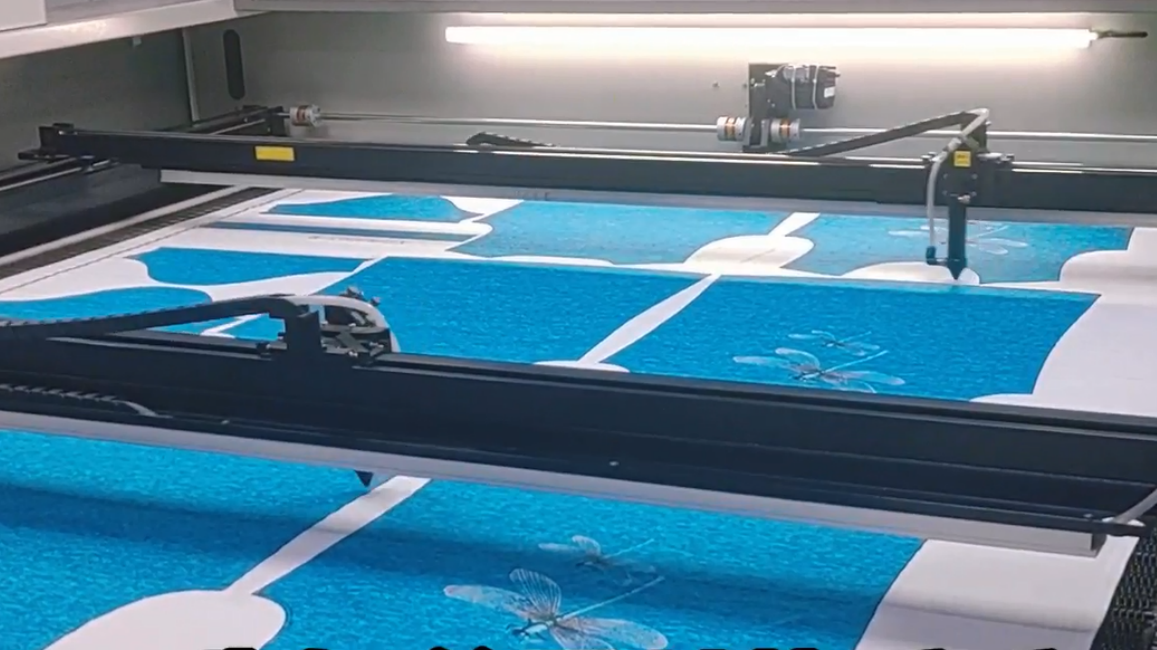





















































































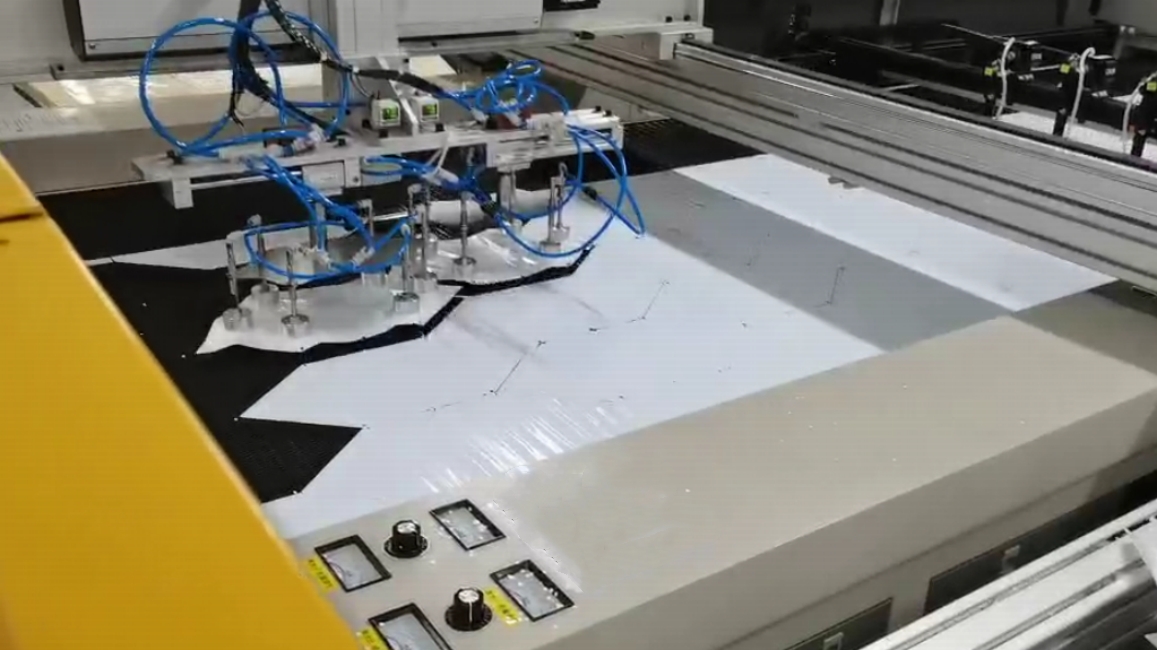




































































































































































































































 KD大视觉激光系列
KD大视觉激光系列

